プラスチック容器の色はどう作られる?練り込み着色と着色材料の種類を解説
化粧品容器や日用品のプラスチック容器は、用途やブランドイメージに合わせて多くの色が使われています。
こうしたプラスチックの色は、塗装によって付けられていると思われることもありますが、多くの樹脂製品では成型の段階で樹脂自体に色を付ける方法が使われています。この方法は一般的に「練り込み着色」と呼ばれます。
この記事では、プラスチック容器の色がどのように作られるのかという基本的な仕組みと、練り込み着色の方法、着色材料の種類について紹介します。
目次[非表示]
プラスチック容器の着色材はどのように作られるのか
プラスチック原料に色を混ぜて成型
プラスチック容器の色は、完成品に加えるのではなく、原料の段階で付けられることが多くあります。具体的には、プラスチック原料に着色剤を混ぜて成型することで、色付けと成型が一体の工程として進む点が特徴です。
完成後に色を重ねる方法とは異なり、原料そのものに色を付ける方法は、一般的に「練りこみ着色」と呼ばれます。
練り込み着色とは
練り込み着色の仕組み
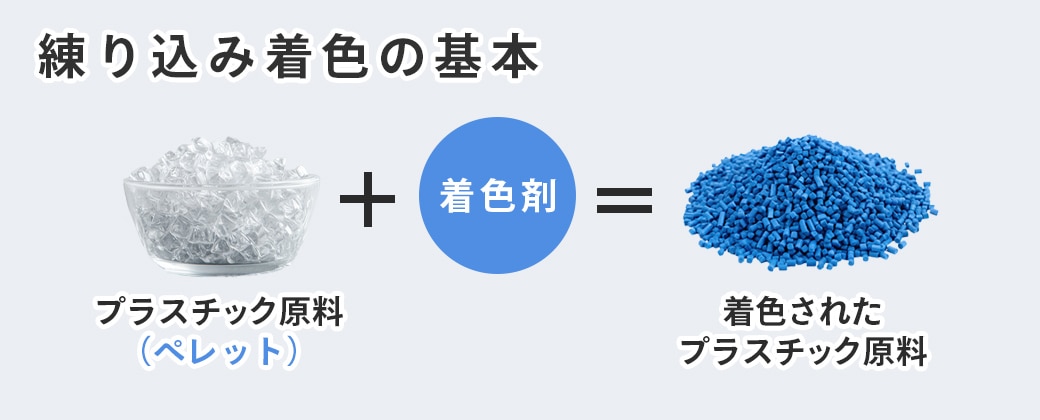
練り込み着色とは、プラスチック原料に着色剤を混ぜた状態で成型する方法です。プラスチック製品に色を付ける方法として、広く用いられている基本的な手法です。
樹脂ペレット(粒状の原料)
着色剤(顔料や染料など)
これらを一定の割合で混合し、成型機に投入します。成型機の内部では樹脂が加熱されて溶融し、その中で着色剤が分散します。均一に混ざった状態で金型に流し込まれ、冷却されることで、色付きの製品が形成されます。
ここで重要なのは、「分散」という考え方です。着色剤がプラスチック原料の中に均一に広がることで、色ムラの少ない仕上がりになります。材料の混合方法や成型条件によって分散が不十分な場合、色の濃淡がばらつくこともあります。
また、練り込み着色では、色だけでなく透過性や質感にも影響が出る場合があります。例えば、同じ色でも濃度や配合によって、透明感のある仕上がりや不透明な仕上がりに変わります。
練り込み着色の特徴
練り込み着色には、プラスチック製品に適したいくつかの特徴があります。主なポイントは以下の通りです。
色が剥がれない
容器全体に均一な色が付く
成型と同時に着色できる
まず、色が剥がれにくい点が挙げられます。素材自体に色が含まれているため、表面加工のように剥離する心配が少なくなります。日常使用での擦れや接触に対しても、見た目の変化が出にくい特徴があります。
次に、容器全体に均一な色が付く点です。外側だけでなく内部まで同じ色になるため、断面や内側が見える構造でも色の違和感が出にくくなります。透明度の調整によって、半透明や着色透明などの表現にも対応しやすい方法です。
さらに、成型工程と同時に色付けができるため、工程の効率にも関係します。別工程での塗装や加工が不要な場合、製造工程のシンプル化につながります。
このように、練り込み着色は機能性と生産性の両面で扱いやすい方法として、多くのプラスチック製品で採用されています。化粧品容器においても、安定した色表現と耐久性を両立する手法として使われることがあります。
練り込み着色で使われる着色材料の種類
プラスチックの着色では、樹脂と同じような粒状(ペレット状)の着色材料や、粉末状の着色材料が使われることがあります。
粒状の着色材料は成型工程にそのまま投入できるため、取り扱いやすい点が特徴です。粉末状の着色材料は、粒状に加工する工程が無いため手配が早い点が特徴です。
代表的な種類は以下の通りです。
マスターバッチ(カラーマスターバッチ)
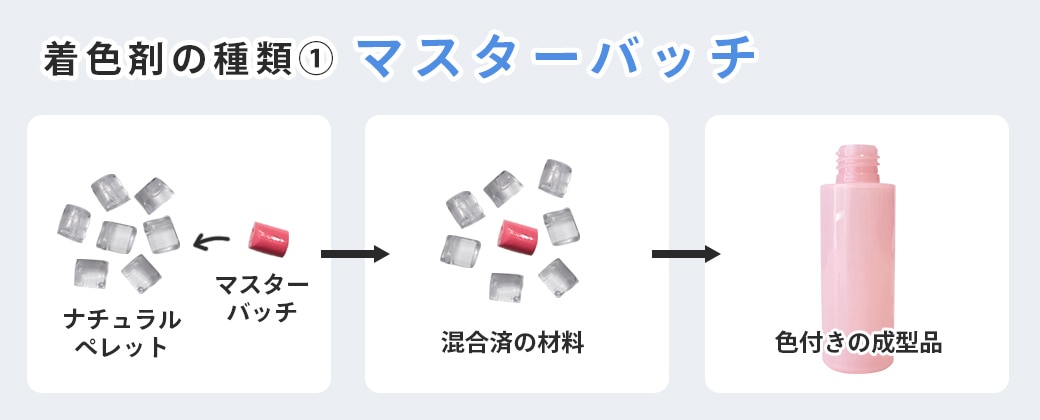
着色剤を高濃度で含んだ樹脂材料です。
ベースとなる樹脂と混ぜて使用することで、目的の色に調整します。色の濃さは配合比によって調整されるため、柔軟な色設計が可能です。
全着ペレット

あらかじめ樹脂と着色剤が均一に混合された材料です。
すでに最終製品と同じ色で調整された状態なので、成型時の色ブレを抑えやすく、安定した品質を保ちやすいのが特徴です。
ドライカラー
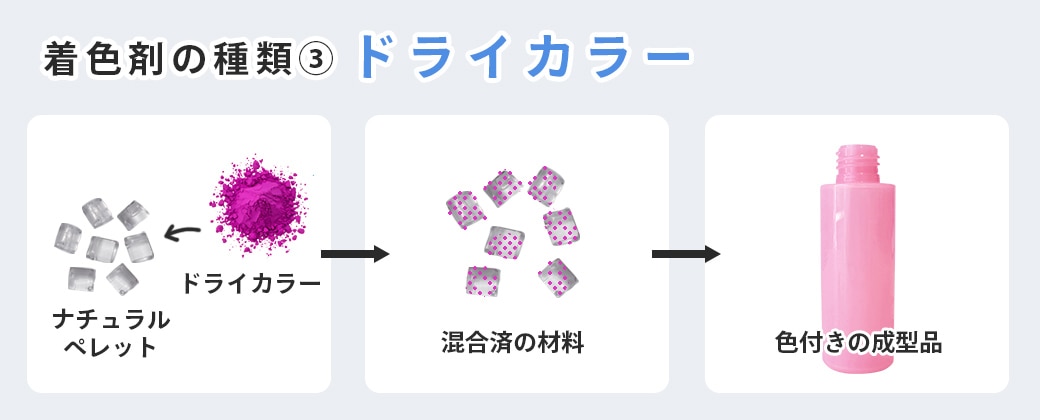
粉末状の着色剤で、顔料と金属石鹸などを混ぜ合わせて作られた着色剤になります。ペレットに直接混ぜて使用します。比較的シンプルな方法ですが、分散状態によって色ムラが発生する場合があります。
このように、練り込み着色では分散性や取り扱い方法が異なる複数の着色材料が存在し、目的に応じて使い分けられています。色の再現性や安定性、作業性など、さまざまな要素を踏まえて選択されます。
化粧品容器の着色で注意したいポイント
色再現とロット差
プラスチックの着色では、同じ配合条件であっても見え方に差が出る場合があります。これは、複数の要因が重なって影響するためです。主な要因としては、以下が挙げられます。
ロットの違い
顔料や着色剤の配合条件
成型時の温度や圧力などの条件
プラスチック自体のロットが変わると、透明度や色味のベースがわずかに異なる場合があります。その上に着色剤が加わるため、最終的な見え方にも影響が出ることがあります。
また、成型条件によっても色の印象は変わります。例えば、温度や冷却条件が異なると、プラスチックの結晶状態や表面の仕上がりが変わり、色の見え方にも差が出る場合があります。
そのため、量産時には色見本や試作品を基準に確認を行いながら進めるケースもあります。
同じ着色剤を使用しても、プラスチック素材によって色の見え方が変わることがあります。これは、素材ごとの透明度や表面特性が異なるためです。
代表的な素材の違いとしては、以下のような点があります。
樹脂素材 | 見え方 |
PP | やや白濁した見え方になりやすい |
PE | 柔らかい質感で、色がややマットに見える傾向 |
PET | 透明度が高く、発色がクリアに見えやすい |
このように、同じ色を目指しても素材が変わることで、明るさや鮮やかさの印象が変化します。設計段階では、使用する樹脂と色の組み合わせを前提に検討されることが多くあります。
また、肉厚(樹脂の厚み)によっても見え方は変わります。厚みが増すと色が濃く見えたり、透明度が下がる場合があるため、容器の厚みなども踏まえたうえで最終的な色の決定をするとよいでしょう。
加飾との組み合わせ
プラスチック容器では、着色された生地色と印刷や加飾の組み合わせによって最終的な見え方が決まります。生地色は、加飾の仕上がりにも影響します。
例えば、
濃色の生地に印刷を行う場合、印刷方法によっては印刷色が下地の影響を受ける
明るい生地では、印刷色がクリアに見えやすい
といった違いが見られます。生地色と印刷色の組み合わせによって、最終的な色調の印象が変わります。
また、蒸着やパール調の加飾では、下地色によって光沢感や見え方が変化する場合があります。下地が暗い場合は落ち着いた印象に、明るい場合は軽やかな印象に見えます。
このように、着色は単体で完結するものではなく、加飾や仕上げと組み合わせて考えることをおすすめします。
まとめ
この記事では、プラスチック容器の色がどのように作られるのかについて解説しました。
プラスチック容器の色はどのように作られるのか
練り込み着色とは
練り込み着色で使われる着色材料の種類
化粧品容器の着色で注意したいポイント
プラスチック容器の色は、成型工程の中で樹脂に着色剤を混ぜることで作られるケースが多く見られます。この練り込み着色によって、容器全体に均一な色を付けることが可能になります。
また、着色材料にはマスターバッチや全着ペレットなど複数の種類があり、用途や製造条件に応じて使い分けられています。さらに、素材や成型条件、加飾との組み合わせによって、最終的な色の見え方が変わることもあります。
このように、プラスチック容器の色は、材料・工程など複数の要素が組み合わさって決まります。化粧品容器の色や加飾について詳しく知りたい方は、石堂硝子にご相談ください。
\まずはサンプルが欲しい!1点からどうぞ/
化粧品容器のお困りごと
\何でもご相談ください!/
見て・触れて・比べられる
\ショールームへ行こう!/


